訂閱電子報
第一時間掌握GMORS最新消息

GMORS為彈性密封件提供許多低摩擦解決方案。其中一個受到高度關注的技術是鐵氟龍塗層。這是一種乾式薄膜,減少了密封件的表面摩擦,而不需使用流體潤滑劑。
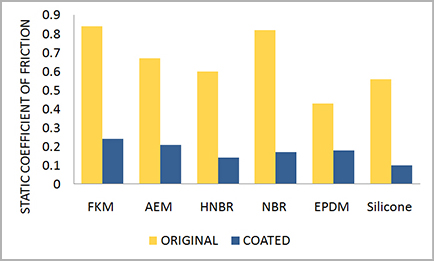
GMORS的先進鐵氟龍塗層製程為裝配線提供了諸多優勢,為您提供合格可靠的密封塗層。無論是哪種橡膠材料,使用鐵氟龍塗層,靜摩擦係數都可以降低70%以上,如圖1所示。
數微米厚的塗層改變了表面特性,並有助於防止黏滑現象。改進的摩擦特性為自動化/手動裝配生產線帶來許多益處,例如避免密封件的黏附,扭曲甚至撕裂。易裝配性也提高了生產效率。另外,透過添加顏色,可以幫助識別類似的部件,以防止混淆。
在GMORS的塗層製程中,我們致力於提供功能性塗層,對密封特性沒有負面影響。為了更好地定義和滿足客戶的需求,我們從耐熱性和耐化學性、厚度、組裝容易性或清潔度等幾個方面考察塗層。我們的實驗室專業人員通過創新的技術精心進行各種實驗和嚴格的驗證,為我們的客戶提供最好的塗層解決方案。
油浸和熱老化
塗層必須能夠承受特定的環境和工作條件,以滿足客戶的需求。因此,更好的耐熱性和耐化學性成為我們的測試重點之一。通過創建與客戶需求類似的使用環境,採用新技術的鐵氟龍塗層經過測試,在耐化學性和熱穩定性方面有了顯著的增進。
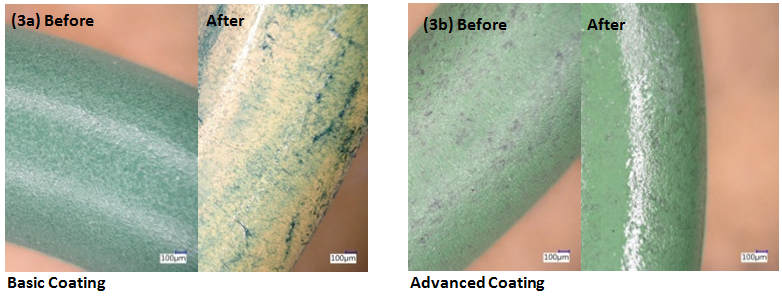
如圖(3a)所示,鐵氟龍塗層的密封件浸入樣品液中,會面臨嚴重的顏色變化。但是,採用先進的鐵氟龍塗層技術(如(3b)),浸泡後密封件的外觀將可保持不變。
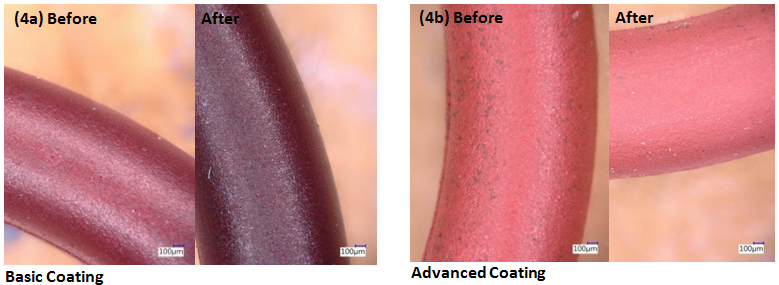
另外,圖(4a)顯示,熱老化試驗後基本塗層嚴重損壞,顏色變化顯著。另一方面,採用先進的鐵氟龍塗層技術沒有觀察到顏色變化(圖4b),耐熱性提高
組裝模擬實驗
當著眼於組裝過程中的塗層狀態時,塗層理應良好的附著在與密封件表面,且不能有明顯的裂紋或剝落。因此,我們進行組裝模擬實驗來主要檢查塗層的附著力。
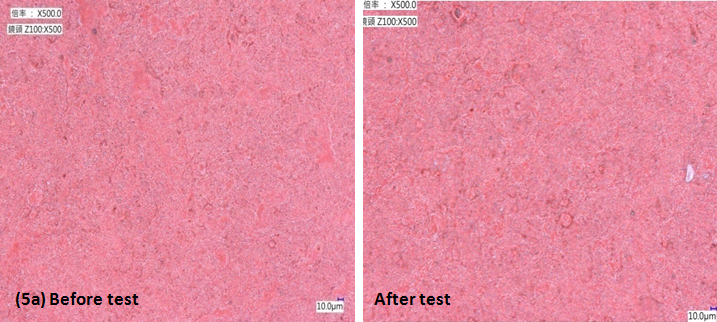
將樣品拉伸至100%延伸長率10個週期,然後在放大500倍的顯微鏡下觀察樣品。在GMORS先進鐵氟龍塗層中沒有觀察到裂紋或損壞,如圖(5a)所示。
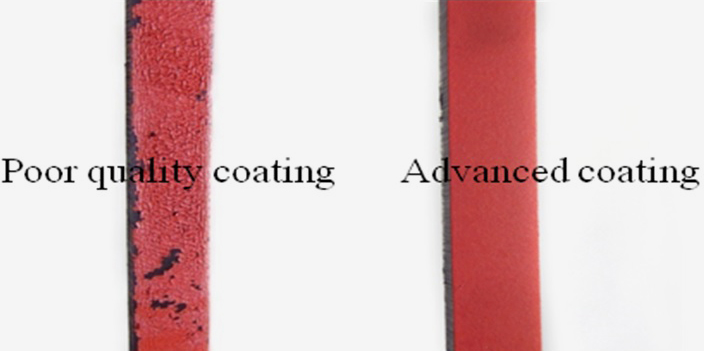
經過10個100%延伸率的拉伸循環後,先進鐵氟龍塗層和低質量塗層的結果比較如圖6所示。在不良塗層中觀察到嚴重損傷,而先進塗層則可保持其完整性。
清潔度
在越來越多的高端行業中,監控工業清潔度成為了當務之急。鐵氟龍塗層是橡膠密封件上的乾式薄膜,可以使客戶免受流體潤滑劑污染的顧慮。然而,許多外部因素仍然可能導致塗層顆粒。這些顆粒可能污染周圍環境,而這是GMORS想避免發生的。
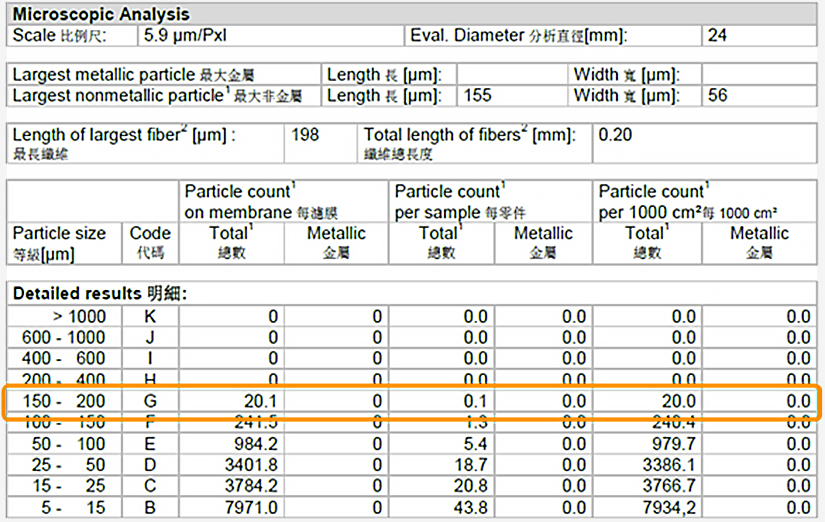
基於組裝模擬測試,GMORS的先進鐵氟龍塗層可以滿足汽車OEM市場大部分的清潔度要求:ISO 16232中的G6級[1]。
[1] 此為清潔度期望值,將依個案而有所差異。
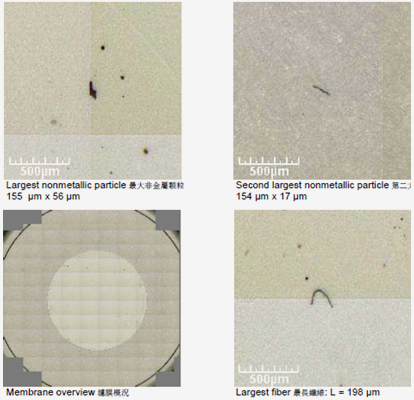
根據 ISO 16232,上了塗層的密封元件的清潔度分析報告
厚度測量
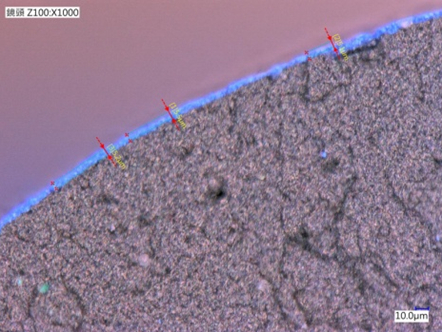
GMORS配備了先進的儀器,可以對密封部件的性能進行最準確的分析。 其中之一就是高解析度的顯微鏡,使得我們能夠在塗佈製程後的表面細節。 包括測量塗層厚度,表面粗糙度或其他一些微觀檢驗在內,這個內部設備可以在密封件的表面處理之前/之後,給我們一個快速且確切的概觀情況。
塗層厚度的量測如圖7所示。產品的橫截面必須進行特殊處理以保持原始塗層的形狀,使顯微鏡可精確地測量厚度。 測量/觀察微米厚的塗層需要高放大倍數。
第一時間掌握GMORS最新消息
Copyright ©GE MAO RUBBER INDUSTRIAL CO., LTD. All rights reservedTerms and Conditions|Privacy policy